
���հ�˴����������˾
��ϵ�ˣ��ھ���
�֡����� 15371105000
�硡����0515-88133288
�����棺0515-88133233
�ء�ַ���γ��н����·180����Է2-1-4F
�绡��Ϳ������ ��п������������
1�� ����
���������ڶԸ�������ʩ������Ϳп��������Ͻ�Ϳ����з�
�����������������ڶ����˱��������
2�� ����
GBT 19824-2005 ����Ϳ ����Ϳ������Ա����Ҫ��
DL/T 646-2006 ����ֹܽṹ���켼������
GB/T 9793-1997 ���������������Dz�����Ϳп��������Ͻ�
GB11375-1999�� ���������������Dz�����Ϳ ������ȫ��
JB/T 5077-91 ����Ϳ��������
3�� ��ҵ��ԱҪ��
����������Ϳʩ������ҵ��Ա���뾫ͨ����Ϳ����ҵ���ܲ����о��й�Ȩ������ǩ����רҵ��Ϳ��ҵ֤��
4����������Ԥ����
4.1���ʵ���ĥ��������Ϳ���������Գ�������ʹֻ���ֱ������
������ɫ����ۺ;��ȵ�������ò���ﵽ��ȫ���ʹֲڡ�
4.2��Ϳǰ����������Ӧ���Ǹ���ģ��ҳ�����֬���۹������
�����������������������ڵ���Ⱦ��

4.3ѹ�������ﵽ 5-6kgf/c �O������ྻ����ˮ�ݺ�����
ѡ��ʯӢ���ɳ��������Լ 0.5-1.5 ���ˡ�ɰ��Ҫ��Ӳ���н�������������������ʣ�����ʯӢɰ 4-3#��
4.4��ɰ���룺200mm-300mm ���������Ļ���Ƕ�30-45 �ȡ�
4���绡����п��ʩҪ��
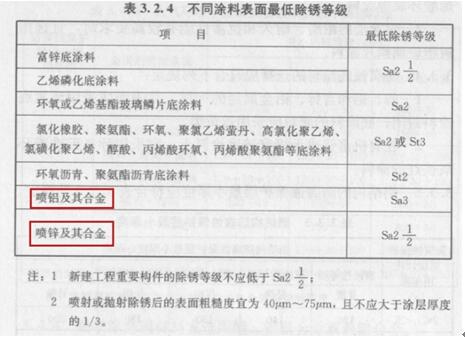
4.1 ��Ϳ����Ҫ��
п≥99.99%
��≥99.5%
п—���Ͻ��� Al99.7
4.2��ҵҪ��
������Ϳ�豸���绡��Ϳ�豸������as-400�͵绡��Ϳ������˿�����ܹ���֤��Ϳ������˿�ٶ��ȶ�����������˿�����ı仯��������˿�ٶ����Ըı䣻
������Ϳ��������ǹ�������ľ���Ӱ����Ϳ���Ӻͻ���ײ��ʱ���ٶȺ��¶ȣ�Ϳ�����������Ϳ���϶���Ϳ��������С���Ϳ������������¶Ⱥ��ٶȾ����½�������������ס���ͿЧ�ʶ��������½�����С����ʹ�����������ߣ������Ϳ��������Ӱ��Ϳ��Ľ�ϡ��ڻ�����������������£�����ʵ�СЩΪ�ã�һ��绡��Ϳ������150mm-200mm��

3)��Ϳ����ָ�������������뱻��Ϳ��������֮��ĽǶȡ���ͿҪ��ֱ������Ϳ�����ý�С��45��ʱ������“��ӰЧӦ”��Ӱ�죬Ϳ��ṹ����γɿ�Ѩ������Ϳ�����ɡ�
4������Ҫ�����绡��ͿӦ�����ʪ��С��85�������½��У���ɰ��Ӧ��6Сʱ�ڽ��е绡��Ϳ���������ʪ������ʱ��Ӧ��һ��������ɰ�͵绡��Ϳ��ʱ������
5����ҵ���̿���
���ֹ������澭��ɴ������Ӧ������е绡��Ϳ������ʱ��Խ��Խ�ã�һ�㲻����6Сʱ�����첻Ӧ����2Сʱ��
��Ϳ���������ƣ��绡��Ϳ��������С��������Ϳ���ܷ���Ч�ṩ������ĥ����ʴ������ѡ����ʩ����ȫһ���ı���Ԥ�������ա���Ϳ���պ���������Ҫ����ʩ���ֳ���Ԥ�����Ľ�����Լ�������Ϳ
��ʩ��ǰ�������Ƚ�������С���������ϸ����ʽ��Ϳ��
��������ദ�������Ҫ��ֲı���ྻ������ֲڵı��棬����ʹ����������δ��ȫ��ʧʱ������ι̵ؽ�ϣ���ֲڱ����з壬�γ����õظ���������

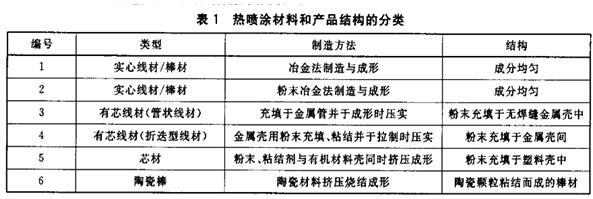
���绡��Ϳʱ������Ϳ��1.3��3mm˿�ļ������ۻ�״̬��
������ֹ������棬
��Ϳ�㲻���������ѡ����䡢©�硢�ֲ㡢���ݵ�ȱ�ݡ�Ϳ��Ӧ���ȡ����ܡ�����ɢ�����������в�Ӱ��������ܵ�����̡����塣
5�����Ϳˢ����������
����ۣ�����ƽ�������ݡ���Ƥ�����ҡ�©Ϳ��ȱ�ݡ�
������ḽ�������л�Ϳ�������Ϳ�����ο�������1����
����ȣ�����������յ�30u;��Ĥƽ�����Ӧ�ֲ����ȣ�
�� ��������Ϳ��ռ����������Ӧ����Ϳ���������Ȼ�����ǰ�˹�ˢͿЧ����ѡ�
Ϳװ���������ƣ���������ȱ�ݹ���ʱ��������Ϳװ����Ӧ����ֹͣ���ڲ�ȡ����Ӧ�Ĵ�ʩ����ܼ�������Ϳװ��

6����ⷽ�� �����Ϳ���ȿ����ô��Բ���ǽ��в��������Խ��Ϊ��Ϳ��+���Ϳ����ܺ�ȣ�ȥ����Ϳ���ȼ�Ϊ���Ϳ��ĺ�ȡ�
�����Ϳ����Ϳ�ϲ㲻�����а��䡢ҧ�ס�©Ϳ���ֲ��ȱ�ݡ�Ϳ��Ӧ���ȡ�ƽ���������в�Ӱ��������ܵ�����Ƥ�����ҡ�����������������ʡ�
��Ϳ����ȣ����ܣ�����Ƥ�����ݡ����ݵΡ�����������ơ������ȱ�ݡ�
�ۺ�ȣ����ò���ǽ��м�飬Ϳ���Ⱦ��ȣ�ƽ���������ƺ�ȵ�+15um֮��. ����������Ӧѡ�����������ش����Ч�����ϣ���10�OΪһ��������Ԫ����ÿ10�O��Ч����������Ӧѡȡ������������
����Ϳ��Σ����Ԥ����ʩ
Σ��������ǹ����
���������
������ʩ�������ʵĻ����þ�
Σ��������ǹ�Ļ��������
���������
������ʩ��������Ա�����÷����������·������ϱ�ISO14877
Σ�������������ĩ
������̼��κ����ܣ��Ż𣬷۳���ը
������ʩ�����п�����Ӧ�ı����������֡�D���������ɳ�ӣ���ˮ����
������������ij��غ��豸
Σ�����绡���䷨��������������
�����Ƥ���̼�/�۾�����
������ʩ������ڲ����۾�
Σ������������ǹ�豸�ĵ绡�ߺ���
�������������
������ʩ���ڽ����������ʱ�ı䶯��
Σ�����ж��������������������
����������ж���������ĺ�������
������ʩ���ڳ����ṩ�õ�ͨ�绷�������ṩ���ʵ��ȱ���װ�á�







